189-0269-9978
189-0269-9978
2022-01-15 09:50:40 0
近年来层出不穷的医疗安全问题刺激着我们的神经,医药领域的质量检测值得我们高度重视。 传统的人工检视在我国制药企业药品检测的运用仍尤为广泛,但一些客观的无法规避的弊端逐渐显现,如劳动强度大、易疲劳、效率低、精度不高,误检和漏检的现象时常发生等,那么检测精度更高、效率更好的机器视觉技术无疑会成为今后医药企业发展的必然选择。
机器视觉技术的优势使其在医药行业具有广泛适用性,加上国家对药品安全的高度重视,为其迎来广泛的市场空间。对液体制剂的灌装液位检测,瓶体内杂质及封盖质量检测,对泡罩药品的缺粒检测,对医药产品的外包装字符OCR识别等等,无疑更是对检测精度、检测速度、检测质量提出更为严格的要求。
对泡罩药品的缺粒检测

检测药物有无,缺失,残片等缺陷。利用相机视觉系统可对药物的外观检测,运用表面缺陷检测、计数等算法进行综合分析,迅速而准确地检测出药片包装与药粒的缺损、缺失,从而对成品和废品进行精确分离,以确保药物质量。
灌装液位检测

检测液体制剂灌装液的目的是通过视觉相机检测液位及瓶盖是否正确安装。当机器视觉技术精确检测出灌装液位高度超出设置的公差范围时,会给系统发出一个不良品信号,对不良品进行剔除处理。
对医药产品的外包装字符OCR识别
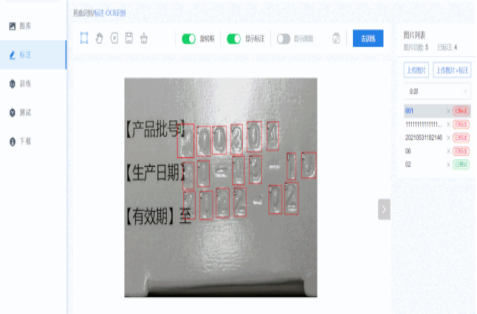
根据国家有关规定,医疗行业在药品的包装上必须标明产品批号、生产日期、有效期(或失效期)这三项内容,以及相应的条码信息,以便企业建立产品的追踪系统,达到企业实时采集产品信息的要求。机器视觉系统具有出色的字符识别能力,可以准确、迅速的读取各种包装材质上的字符、条码及二维码。
以上三种医药检测系统在结束后,可对药粒、胶囊的缺失及缺陷种类进行分类统计,可对接企业智能检测系统,可对检测数据信息进行分析,判断设备故障点,从而优化检测系统。医药行业机器视觉检测,使检测过程变得更加简便、快速、精确。从各方面提升企业效率,节约成本。





